前篇中,介绍了机加工中的工件组装、找平行乃至原点设置。从之后的工序开始,一次性模拟体验整个加工工序。
![]() 工具的安装和测长
工具的安装和测长
机械加工中,工具是指所有加工刀具。
此次首先从<面1 >切口开始加工,使用用于加工切口的立铣刀。表4.5-1中记载了代表性的工具(刀具)的概况。虽然从图上看好像都一样,但是形状和用途都稍有差异。
此次首先想加工平底的切口形状,因此使用方头铣刀。
| 名称 | 形状 | 用途 | |
| 球头立铣刀 |  | 形状加工 | • 顶端为圆弧状的立铣刀 • 精加工曲面形状时使用 |
| 方头铣刀 |  | • 顶端为矩形的立铣刀 • 加工平面、切口形状时使用 | |
| 钻头 |  | 孔加工 | • 开孔(钻孔)时使用 |
| 铰刀 |  | • 开孔(铰孔)时使用 • 开设预钻孔后使用 | |
| 锥钻 |  | • 开孔(螺纹孔)时使用 • 开设预钻孔后使用 | |
表4.5-1工具的概要
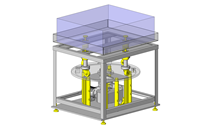
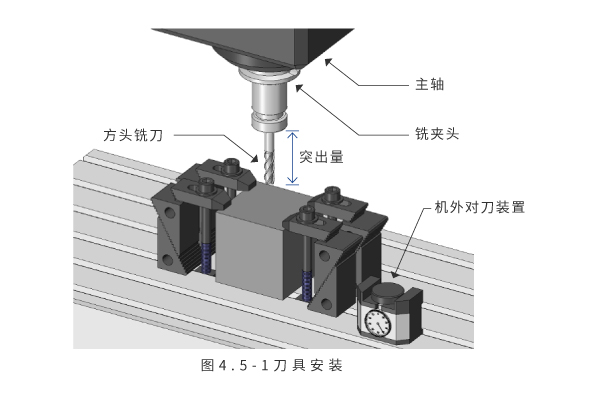
图 4.5-1 示出了安装有方头铣刀的状态。立铣刀等工具不能直接安装在主轴上。首先将其固定在铣夹头(也称为刀架)上,然后将其安装到主轴上。注意避免机进入铣夹头与刀具之间、主轴与铣夹头之间。
刀具从铣夹头端部伸出多长的量称为“突出量”。这是与设计相关的一个重要元素,所以请暂时记住这个词。要求高精度时,有时还会检查刀具的振摆。
将前面所说的测试指示器抵住刀具的侧面,并旋转主轴,确认振摆。如果摆动幅度超过预期(例如 0.01 毫米等),请重新安装工具,并检查,调整至尽可能没有振摆。
加工过程
| <面 1 > | <面2> | <面3> | |||||||||||||||||||||||||||||||||||||
| 工序准备 | 方头铣刀 | 钻头 | 锥钻 | 工序准备 | 钻头 | 锥钻 | 钻头 | 铰刀 | 工序准备 | 方头铣刀 | |||||||||||||||||||||||||||||
| 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | ||||||||||
平:固定•找平行/原:原点设定/工:工具更换•测量长度/程:程序制作/启:启动(自动运行)
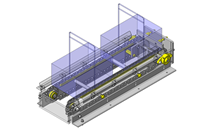
接下来,测量刀具顶端在高度方向上的位置并将其设定在机器上。该设定值作为 Z 轴方向的基准。
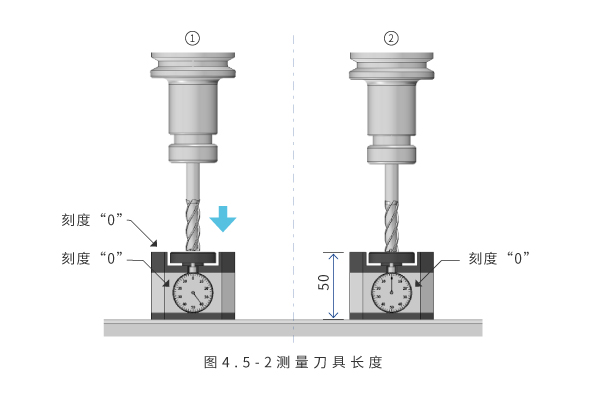
该顶端位置的测量也称为“测量长度”。用于测量长度的是一种图 4.5-2 所示的名为“机外对刀装置”的工具。此外还有多种测量长度的方法,例如用块规代替机外对刀装置。
如①所示,将刀具的顶端靠近机外对刀装置。慢慢降低工具,将机外对刀装置的上表面的工作台下压,使刻度变为“0”使,就是距离工作台表面的基准高度(在本例中为“50 mm”)。 此时,修改Z轴的尺寸,作为距离工作台表面的高度,设定为原点。
工具设置现已完成。之后,编好程序,就可以顺利开始加工了!
![]() 编程
编程
工件和刀具准备完毕,接下来就是创建加工用程序(NC数据)。
加工过程
| <面 1 > | <面2> | <面3> | |||||||||||||||||||||||||||||||||||||
| 工序准备 | 方头铣刀 | 钻头 | 锥钻 | 工序准备 | 钻头 | 锥钻 | 钻头 | 铰刀 | 工序准备 | 方头铣刀 | |||||||||||||||||||||||||||||
| 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | ||||||||||
平:固定•找平行/原:原点设定/工:工具更换•测量长度/程:程序制作/启:启动(自动运行)
在这种情况下,创建一个机切口部分的程序。考虑立铣刀的转速、主轴(或工作台)的进给速度、Z轴方向的机深度等,并纳入程序内容。
根据立铣刀加工、孔加工、攻丝加工等加工种类,准备了各种程序指令。NC 数据是通过将称为 G 代码或 M 代码的程序指令与 X、Y 和 Z 三个主轴的顶端中心位置的坐标值指令组合起来创建的。
对于简单加工或由熟练的 NC 技工进行加工的情况,可以直接在控制设备上编程。当加工较为复杂时,使用名为 CAM 的计算机应用程序编程,并将数据传输到控制装置。
![]() 加工开始!
加工开始!
下面终于可以启动NC程序,开始加工了。
让我们按下控制装置上的开始按钮!
机器按照程序自动运转,机工件。在此期间,操作者要做的就是检查机液是否正确抵达刀具、工件,有无异常声音或振动。加工本身由机器按照程序自动完成。
机液(也称为冷却液)是喷到刀具和工件上的油。喷射机液的原因是为了冲走切屑、冷却刀具和工件、保持刀具的锋利度。机液有两种:“油基机液”,主要用于铁、铜等易生锈的工件;“水溶性机液”,主要用于铝等,具有优良的散热性能。
按照一套程序运行后,机器将停止,加工完成。只要准确进行工序准备并创建适当的程序,就能够进行高精度的加工!
加工过程
| <面 1 > | <面2> | <面3> | |||||||||||||||||||||||||||||||||||||
| 工序准备 | 方头铣刀 | 钻头 | 锥钻 | 工序准备 | 钻头 | 锥钻 | 钻头 | 铰刀 | 工序准备 | 方头铣刀 | |||||||||||||||||||||||||||||
| 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | ||||||||||
平:固定•找平行/原:原点设定/工:工具更换•测量长度/程:程序制作/启:启动(自动运行)

![]() 接下来是开孔加工
接下来是开孔加工
到此终于进入下一道工序了。
接下来,让我们在 <面 1> 上开四个螺丝孔。
螺丝孔不能突然开设。首先,用钻头打一个底孔。(如果需要精密加工,可以用中心钻头在钻孔前打一个引导槽)将安装在主轴上的方头铣刀拆下,装上钻头。由于更换刀具=工具,因此称为更换工具。
由于更换了工具,因此检查振摆,测量长度。重复实施图 4.5-1 中的工序。
接下来创建开孔加工用程序。钻头开孔有一个名为钻头循环的独特指令。程序完成后,启动它并开始开孔加工。
加工过程
| <面 1 > | <面2> | <面3> | |||||||||||||||||||||||||||||||||||||
| 工序准备 | 方头铣刀 | 钻头 | 锥钻 | 工序准备 | 钻头 | 锥钻 | 钻头 | 铰刀 | 工序准备 | 方头铣刀 | |||||||||||||||||||||||||||||
| 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | ||||||||||
平:固定•找平行/原:原点设定/工:工具更换•测量长度/程:程序制作/启:启动(自动运行)

![]() 接下来是攻丝加工
接下来是攻丝加工
当用钻头开设螺钉的底孔后,用锥钻加工螺纹孔。
取下安装在主轴上的钻头,安装锥钻。锥钻安装在具有稍微特殊的结构的丝锥卡头上。丝锥卡头是在拔出时会反转的特殊机构,以免破坏螺丝孔。
测量长度并创建攻丝用程序……启动!当螺纹孔加工漂亮地完成时,<面1>的加工终于完成了!!
加工过程
| <面 1 > | <面2> | <面3> | |||||||||||||||||||||||||||||||||||||
| 工序准备 | 方头铣刀 | 钻头 | 锥钻 | 工序准备 | 钻头 | 锥钻 | 钻头 | 铰刀 | 工序准备 | 方头铣刀 | |||||||||||||||||||||||||||||
| 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | ||||||||||
平:固定•找平行/原:原点设定/工:工具更换•测量长度/程:程序制作/启:启动(自动运行)

![]() 接下来是更换工序
接下来是更换工序
到此终于进入下一个阶段<面2 >的加工了。
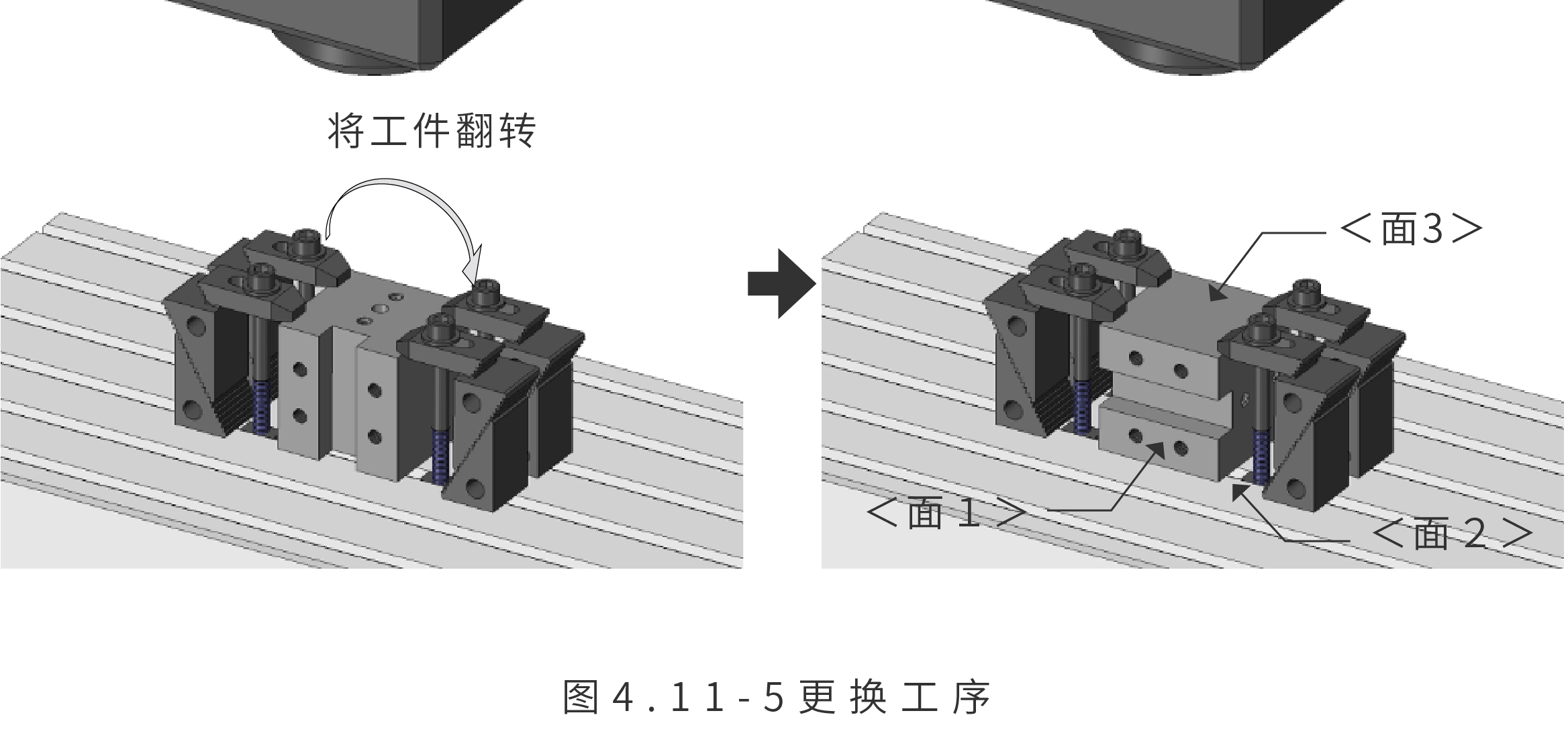
在现在的工序准备状态下无法进行<面2 >的加工。在机加工中,主軸的方向是固定的,因此需要将要加工的面朝向主軸方向。好不容易努力找平行、设置原点,做好了工序准备,一旦解除固定,将<面2 >朝上,就要在此进行工序准备。由于是从之前的工序准备变为新的工序准备状态,因此称为更换工序。
当然,由于是将工件翻转,重新装夹,因此在工作台上的位置和朝向也都发生改变。因此要进行“工件找平行”—“固定工件”—“设置原点”这些工序准备工作。该更换工序工作是最费功夫的部分。
加工过程
| <面 1 > | <面2> | <面3> | |||||||||||||||||||||||||||||||||||||
| 工序准备 | 方头铣刀 | 钻头 | 锥钻 | 工序准备 | 钻头 | 锥钻 | 钻头 | 铰刀 | 工序准备 | 方头铣刀 | |||||||||||||||||||||||||||||
| 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | ||||||||||
平:固定•找平行/原:原点设定/工:工具更换•测量长度/程:程序制作/启:启动(自动运行)

![]() 加工继续
加工继续
到这里为止,后面的我们就综合起来看吧。
<面2> 的加工是螺纹孔2处、铰孔1处。工序按照①使用钻头加工螺孔用的底孔、②使用锥钻加工螺纹孔、③使用钻头加工铰孔用的底孔、④使用铰刀加工铰孔的顺序进行。
<面2 >钻头加工2处
“安装刀具”—“测量长度”—“编程”—“启动”
加工过程
| <面 1 > | <面2> | <面3> | |||||||||||||||||||||||||||||||||||||
| 工序准备 | 方头铣刀 | 钻头 | 锥钻 | 工序准备 | 钻头 | 锥钻 | 钻头 | 铰刀 | 工序准备 | 方头铣刀 | |||||||||||||||||||||||||||||
| 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | ||||||||||
平:固定•找平行/原:原点设置/工:工具更换•测量长度/程:编程/启:启动(自动运行)

<面2>螺纹孔加工2处
“更换刀具”->“测量长度”->“编程”->“启动”
加工过程
| <面 1 > | <面2> | <面3> | |||||||||||||||||||||||||||||||||||||
| 工序准备 | 方头铣刀 | 钻头 | 锥钻 | 工序准备 | 钻头 | 锥钻 | 钻头 | 铰刀 | 工序准备 | 方头铣刀 | |||||||||||||||||||||||||||||
| 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | ||||||||||
平:固定•找平行/原:原点设定/工:工具更换•测量长度/程:程序制作/启:启动(自动运行)

<面2>钻头加工1处
“更换刀具”—“测量长度”—“编程”—“启动”
加工过程
| <面 1 > | <面2> | <面3> | |||||||||||||||||||||||||||||||||||||
| 工序准备 | 方头铣刀 | 钻头 | 锥钻 | 工序准备 | 钻头 | 锥钻 | 钻头 | 铰刀 | 工序准备 | 方头铣刀 | |||||||||||||||||||||||||||||
| 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | ||||||||||
平:固定•找平行/原:原点设定/工:工具更换•测量长度/程:程序制作/启:启动(自动运行)

<面2>铰刀加工1处
“更换刀具”->“测量长度”->“编程”->“启动”
加工过程
| <面 1 > | <面2> | <面3> | |||||||||||||||||||||||||||||||||||||
| 工序准备 | 方头铣刀 | 钻头 | 锥钻 | 工序准备 | 钻头 | 锥钻 | 钻头 | 铰刀 | 工序准备 | 方头铣刀 | |||||||||||||||||||||||||||||
| 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | ||||||||||
平:固定•找平行/原:原点设定/工:工具更换•测量长度/程:程序制作/启:启动(自动运行)

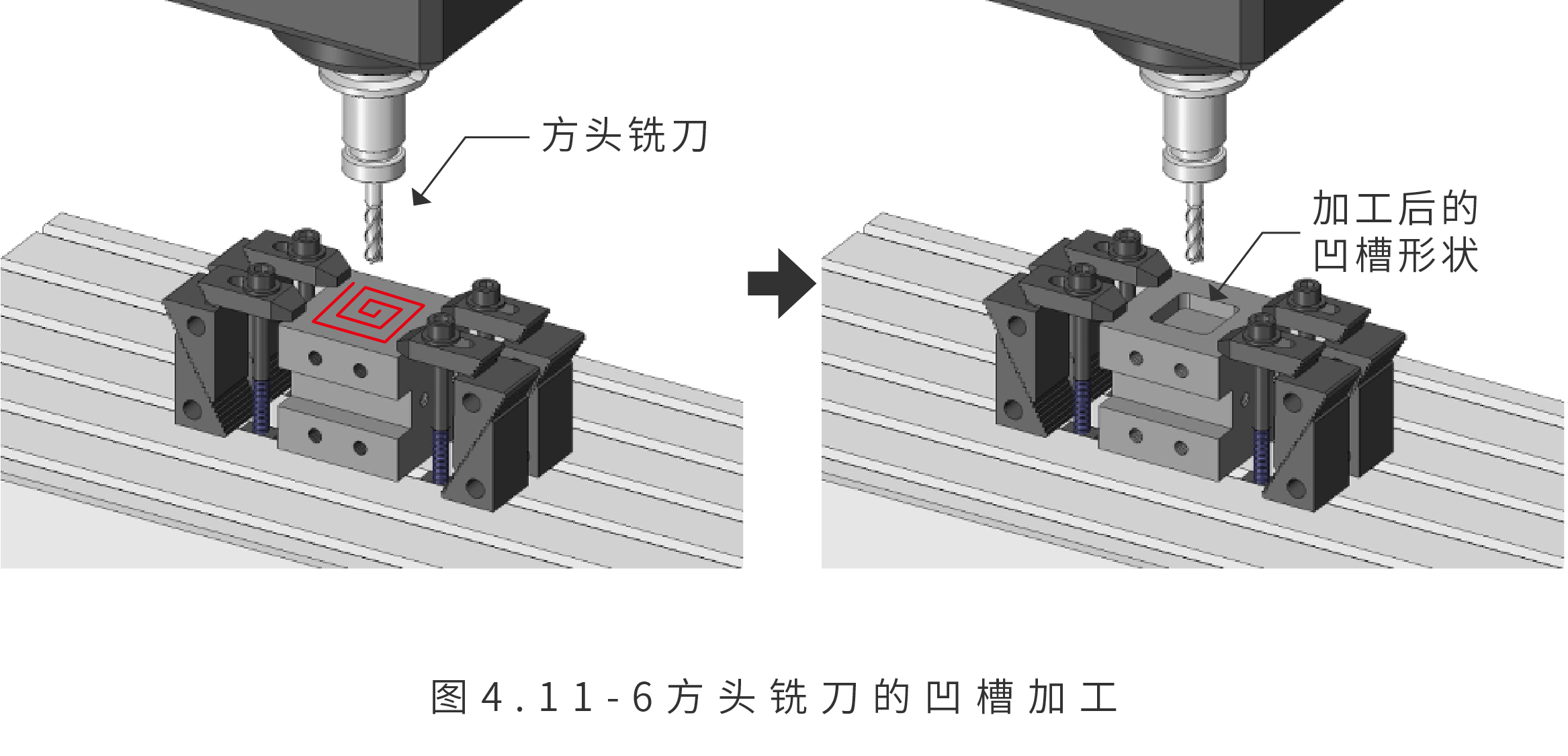
<面2>的加工结束了,下面进入最后的<面3>的加工。<面3>是使用方头铣刀实施凹槽(凹陷)加工。
从<面2>到<面3>更换工序
“换装工件”-“找平行”-“固定工件”-“设置原点”
加工过程
| <面 1 > | <面2> | <面3> | |||||||||||||||||||||||||||||||||||||
| 工序准备 | 方头铣刀 | 钻头 | 锥钻 | 工序准备 | 钻头 | 锥钻 | 钻头 | 铰刀 | 工序准备 | 方头铣刀 | |||||||||||||||||||||||||||||
| 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | ||||||||||
平:固定•找平行/原:原点设定/工:工具更换•测量长度/程:程序制作/启:启动(自动运行)
<面 3 > 方头铣刀的凹槽加工
“安装刀具”→“测量长度”→“编程”→“启动”
加工过程
| <面 1 > | <面2> | <面3> | |||||||||||||||||||||||||||||||||||||
| 工序准备 | 方头铣刀 | 钻头 | 锥钻 | 工序准备 | 钻头 | 锥钻 | 钻头 | 铰刀 | 工序准备 | 方头铣刀 | |||||||||||||||||||||||||||||
| 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 工 | 程 | 起 | 平 | 原 | 工 | 程 | 起 | ||||||||||
平:固定•找平行/原:原点设定/工:工具更换•测量长度/程:程序制作/启:启动(自动运行)
![]() 加工完成!
加工完成!
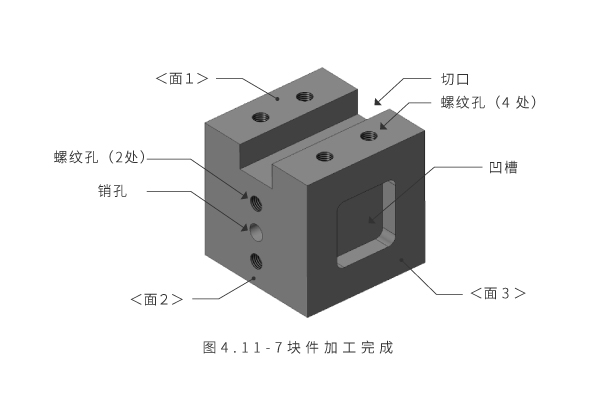
使用机械的加工工序终于全部完成了。辛苦了!!之后只是进行去除毛刺等手工处理,清洗后,检查是否符合设计。
![]() 机加工中希望牢记的事项
机加工中希望牢记的事项
方件的加工终于完成了!!啊,好长啊。 .. ..谢谢你们的陪伴。
我想你们一定看到了经过这么多工序制作出来的成品。我想让大家记住的第一件事就是
工序准备工作不容易!!
如您所见,加工本身是由机器按照程序自动执行的,但是编程、最重要的加工准备工作=工序准备工作都是由工人完成的工作。工序准备工作需要现在的加工技术人员的专业知识和工人的熟练技术。
另外,每次更换工序,加工精度都会下降,而且耗费大量工时,导致成本增加。设计人员在考虑设计内容时,是不是应该思考如何能够减少工序准备工作。
例如,考虑通过统一内角倒角和螺钉规格来减少所使用的刀具数量,或减少要加工的表面数量。当您听到数控铣床和加工中心时,可能会觉得一切都是自动完成的,但请务必记住,在其背后,人为工作是一个非常重要的因素。
此次,首先希望大家了解制造商是如何参与机加工的,因此我聚焦工序准备工作,介绍了一系列流程。希望大家能记住此次的加工流程,对下一次设计时的要点有所感悟。
我认为重点是在设计工作中,要在头脑中想象通过怎样的加工来实际实现自己设计的内容。下一次以后,我将基于在这些加工现场实施的工作,讲解具体的设计要点。